-
--熱烈祝賀我會(huì)聯(lián)辦的科普活動(dòng)被中國(guó)科協(xié)評(píng)為--優(yōu)秀科普活動(dòng)
12月21日,中國(guó)科學(xué)技術(shù)協(xié)會(huì)辦公廳印發(fā)《關(guān)于對(duì)2020年全國(guó)科普日有關(guān)組織單位和活動(dòng)予以表?yè)P(yáng)的通知》(科協(xié)辦函普字【2020】158號(hào)),江蘇省機(jī)械工程學(xué)會(huì)、南京工程學(xué)會(huì)和江蘇省學(xué)會(huì)服務(wù)中心聯(lián)辦的“2020年全國(guó)科普日暨第一屆‘天印筑夢(mèng)·科普智行’”活動(dòng),被評(píng)為優(yōu)秀科普活動(dòng)。
關(guān)于學(xué)會(huì)
學(xué)術(shù)科普
交叉孔系薄壁異形缸筒內(nèi)孔的加工技術(shù)
時(shí)間:2020/12/23 9:35:38 瀏覽次數(shù):3310
字體:大
中
小

采取契合裝夾高速分層切削滾壓成形、分步加工復(fù)合刀具成形及自制刀具清根的復(fù)合加工措施等技術(shù),實(shí)現(xiàn)了交叉孔系薄壁異形缸筒機(jī)械構(gòu)件內(nèi)孔的有效加工。
典型交叉孔系薄壁異形缸筒結(jié)構(gòu)如圖1所示,此零件很難加工成形,在加工時(shí)存在如下幾個(gè)問(wèn)題。
(1)異形薄壁主孔加工易變形首先,缸筒形狀為異形,因而不易裝夾,采用非契合缸筒形狀的夾具(如壓板、鏈條等)夾緊后,主孔會(huì)產(chǎn)生裝夾變形。其次,缸筒成品壁薄(7.5~9.5mm),主孔加工完成后會(huì)由于加工、裝夾等應(yīng)力而產(chǎn)生變形。
(2)臺(tái)階兼交叉孔加工幾何公差難保證大旁孔中內(nèi)孔為臺(tái)階孔,統(tǒng)一鉆削底孔后分別進(jìn)行鏜削或鉸削而成,這樣必然會(huì)產(chǎn)生重復(fù)定位、裝夾及加工誤差,從而導(dǎo)致很難保證臺(tái)階孔的同軸度。此外,大旁孔主孔底部與水平小孔呈90°交叉,在大旁孔中各臺(tái)階孔進(jìn)行底孔鉆削時(shí),會(huì)受到水平小孔影響,導(dǎo)致切削力不均而使鉆頭產(chǎn)生漂移,從而使大旁孔中各臺(tái)階孔的垂直度難以保證。
(3)臺(tái)階半盲孔加工難清根小旁孔中內(nèi)孔為臺(tái)階孔,由于臺(tái)階孔相接處無(wú)退刀及排屑結(jié)構(gòu),所以難以對(duì)小旁孔中大孔的底部清根。
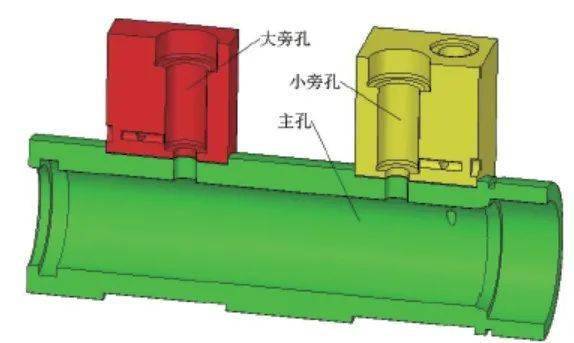
圖 1 典型交叉孔薄壁異形缸筒結(jié)構(gòu)
1
技術(shù)分析
典型交叉孔系薄壁異形缸筒主孔及大旁孔結(jié)構(gòu)如圖2所示,小旁孔結(jié)構(gòu)如圖3所示。缸筒結(jié)構(gòu)參數(shù)見(jiàn)表1。
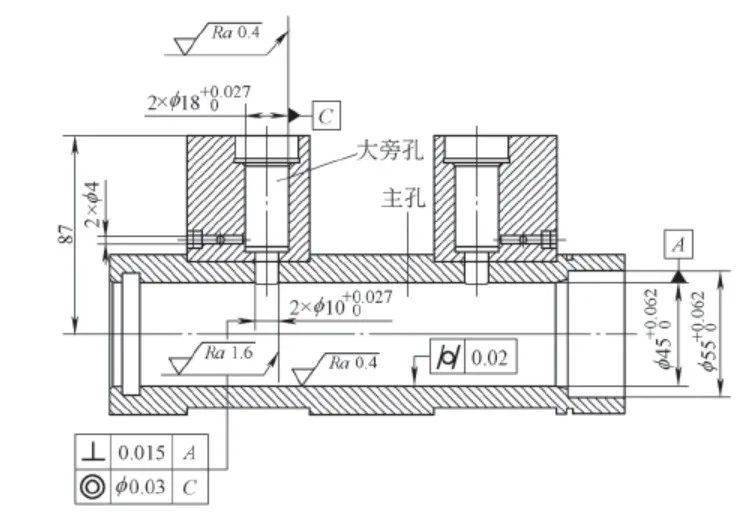
圖 2 主孔及大旁孔結(jié)構(gòu)
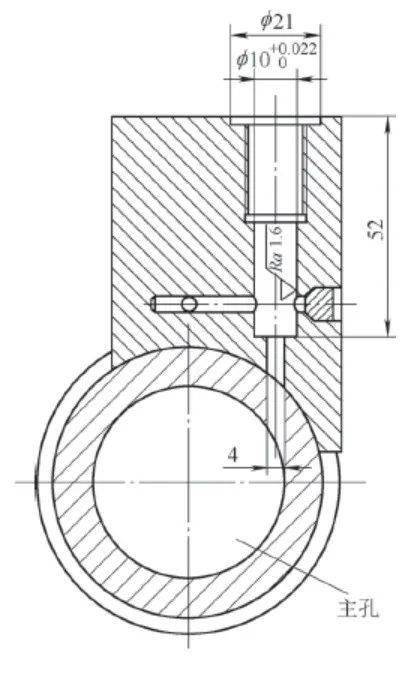
圖 3 小旁孔結(jié)構(gòu)
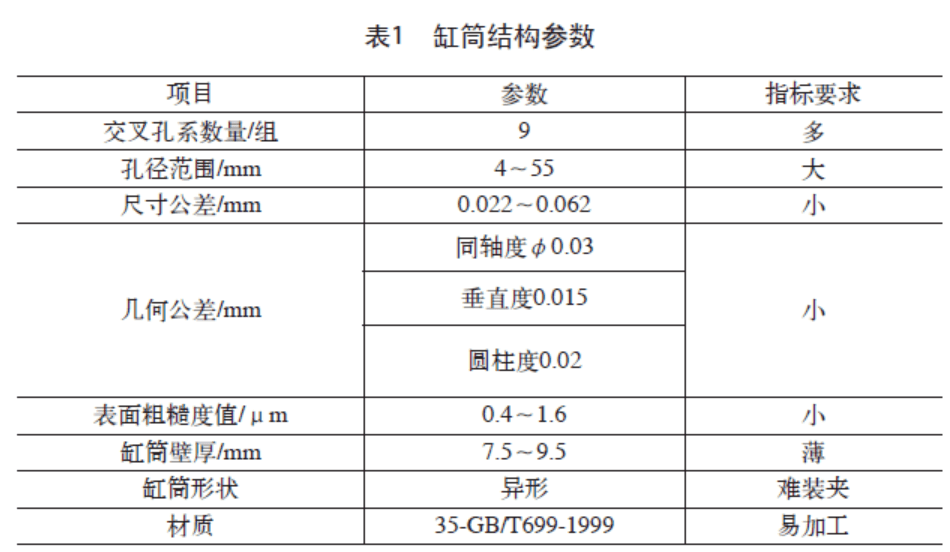
由表1可知,每組加工要素的要求均很高,需要進(jìn)行精加工。根據(jù)以上圖、表分析,該結(jié)構(gòu)的加工難點(diǎn)主要有3個(gè)方面。
1)主孔中內(nèi)孔
尺寸及幾何公差易變形,難以保證。
2)大旁孔中內(nèi)孔
與的同軸度φ0.03mm,

的垂直度0.015mm,沒(méi)有合適的刀具進(jìn)行加工,尺寸精度難以保證。
3)小旁孔中內(nèi)孔
與φ4mm相接處為半盲孔,無(wú)退刀及排屑結(jié)構(gòu),難以對(duì)
孔底清根。
2
實(shí)施方案
針對(duì)通用加工技術(shù)的缺陷,采取契合裝夾高速分層切削滾壓成形、分步加工復(fù)合刀具成形及自制刀具清根的復(fù)合加工措施,實(shí)現(xiàn)對(duì)薄壁異形缸筒交叉孔系內(nèi)孔進(jìn)行有效加工的目的。基于以上技術(shù)分析及思路,設(shè)計(jì)技術(shù)方案的工藝流程,如圖4所示。
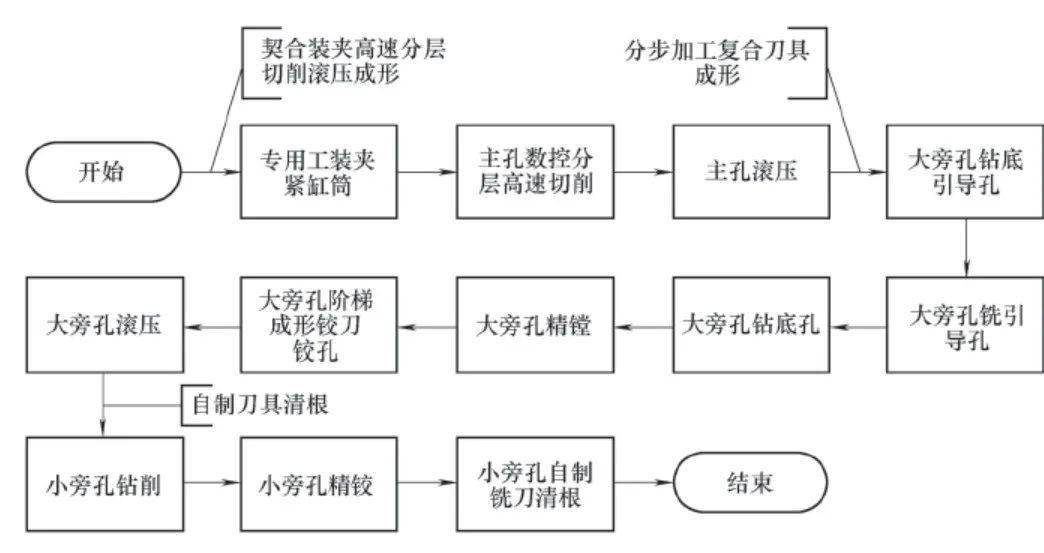
圖 4 交叉孔系薄壁異形缸筒內(nèi)孔系加工流程
各工序具體內(nèi)容如下。
(1)專(zhuān)用工裝夾緊缸筒根據(jù)交叉孔系薄壁異形缸筒外部結(jié)構(gòu),設(shè)計(jì)采用專(zhuān)用工藝裝備夾緊缸筒外形。
因缸筒為不規(guī)則的異形,為了在夾緊時(shí)與缸筒外形更好地契合,從而將裝夾力減到最小,以使裝夾變形減到最小,而采用了專(zhuān)用工裝水平壓緊缸筒的裝夾方法。典型交叉孔系薄壁異形缸筒外形夾緊專(zhuān)用工裝結(jié)構(gòu)如圖5所示。

圖 5 專(zhuān)用工裝設(shè)備
(2)主孔數(shù)控分層高速切削粗鏜主孔內(nèi)壁時(shí)利用數(shù)控編程分層切削,進(jìn)刀為高速、大徑向切削深度及小軸向進(jìn)給的方式。粗鏜過(guò)程分多次,每次切削深度一般為1mm左右。
加工過(guò)程中保持工件穩(wěn)定性很重要。機(jī)加時(shí),隨著工件壁厚的減少,其剛性也會(huì)降低。機(jī)加應(yīng)力累計(jì)增大并持續(xù)釋放,會(huì)導(dǎo)致工件變形增大。以上兩個(gè)因素均會(huì)導(dǎo)致切削震顫,從而使得工件加工精度降低,因此需分別采取有效措施克服這兩個(gè)加工弊端。
對(duì)于工件剛度降低的問(wèn)題,采用以工件還未加工的部分支撐正在加工的部分,從而提高工件剛度的方法克服。
對(duì)于機(jī)加應(yīng)力增大導(dǎo)致工件變形的問(wèn)題,采用數(shù)控分層高速切削的方法,最大限度減小切削應(yīng)力。即粗鏜內(nèi)壁時(shí)利用數(shù)控編程分層切削,進(jìn)刀為高速、大徑向切削深度及小軸向進(jìn)給的方式。
|
通用加工技術(shù)的不足,采取契合裝夾高速分層切削滾壓成形、分步加工復(fù)合刀具成形及自制刀具清根的復(fù)合加工措施等技術(shù),實(shí)現(xiàn)了交叉孔系薄壁異形缸筒機(jī)械構(gòu)件內(nèi)孔的有效加工。 典型交叉孔系薄壁異形缸筒結(jié)構(gòu)如圖1所示,此零件很難加工成形,在加工時(shí)存在如下幾個(gè)問(wèn)題。 (1)異形薄壁主孔加工易變形首先,缸筒形狀為異形,因而不易裝夾,采用非契合缸筒形狀的夾具(如壓板、鏈條等)夾緊后,主孔會(huì)產(chǎn)生裝夾變形。其次,缸筒成品壁薄(7.5~9.5mm),主孔加工完成后會(huì)由于加工、裝夾等應(yīng)力而產(chǎn)生變形。 (2)臺(tái)階兼交叉孔加工幾何公差難保證大旁孔中內(nèi)孔為臺(tái)階孔,統(tǒng)一鉆削底孔后分別進(jìn)行鏜削或鉸削而成,這樣必然會(huì)產(chǎn)生重復(fù)定位、裝夾及加工誤差,從而導(dǎo)致很難保證臺(tái)階孔的同軸度。此外,大旁孔主孔底部與水平小孔呈90°交叉,在大旁孔中各臺(tái)階孔進(jìn)行底孔鉆削時(shí),會(huì)受到水平小孔影響,導(dǎo)致切削力不均而使鉆頭產(chǎn)生漂移,從而使大旁孔中各臺(tái)階孔的垂直度難以保證。 (3)臺(tái)階半盲孔加工難清根小旁孔中內(nèi)孔為臺(tái)階孔,由于臺(tái)階孔相接處無(wú)退刀及排屑結(jié)構(gòu),所以難以對(duì)小旁孔中大孔的底部清根。
圖 1 典型交叉孔薄壁異形缸筒結(jié)構(gòu) 1 技術(shù)分析 典型交叉孔系薄壁異形缸筒主孔及大旁孔結(jié)構(gòu)如圖2所示,小旁孔結(jié)構(gòu)如圖3所示。缸筒結(jié)構(gòu)參數(shù)見(jiàn)表1。
圖 2 主孔及大旁孔結(jié)構(gòu)
圖 3 小旁孔結(jié)構(gòu)
由表1可知,每組加工要素的要求均很高,需要進(jìn)行精加工。根據(jù)以上圖、表分析,該結(jié)構(gòu)的加工難點(diǎn)主要有3個(gè)方面。 1)主孔中內(nèi)孔
尺寸及幾何公差易變形,難以保證。 2)大旁孔中內(nèi)孔
與的同軸度φ0.03mm,
的垂直度0.015mm,沒(méi)有合適的刀具進(jìn)行加工,尺寸精度難以保證。 3)小旁孔中內(nèi)孔
與φ4mm相接處為半盲孔,無(wú)退刀及排屑結(jié)構(gòu),難以對(duì)
孔底清根。 2 實(shí)施方案 針對(duì)通用加工技術(shù)的缺陷,采取契合裝夾高速分層切削滾壓成形、分步加工復(fù)合刀具成形及自制刀具清根的復(fù)合加工措施,實(shí)現(xiàn)對(duì)薄壁異形缸筒交叉孔系內(nèi)孔進(jìn)行有效加工的目的。基于以上技術(shù)分析及思路,設(shè)計(jì)技術(shù)方案的工藝流程,如圖4所示。
圖 4 交叉孔系薄壁異形缸筒內(nèi)孔系加工流程 各工序具體內(nèi)容如下。 |
|
(1)專(zhuān)用工裝夾緊缸筒根據(jù)交叉孔系薄壁異形缸筒外部結(jié)構(gòu),設(shè)計(jì)采用專(zhuān)用工藝裝備夾緊缸筒外形。 因缸筒為不規(guī)則的異形,為了在夾緊時(shí)與缸筒外形更好地契合,從而將裝夾力減到最小,以使裝夾變形減到最小,而采用了專(zhuān)用工裝水平壓緊缸筒的裝夾方法。典型交叉孔系薄壁異形缸筒外形夾緊專(zhuān)用工裝結(jié)構(gòu)如圖5所示。
圖 5 專(zhuān)用工裝設(shè)備 (2)主孔數(shù)控分層高速切削粗鏜主孔內(nèi)壁時(shí)利用數(shù)控編程分層切削,進(jìn)刀為高速、大徑向切削深度及小軸向進(jìn)給的方式。粗鏜過(guò)程分多次,每次切削深度一般為1mm左右。 加工過(guò)程中保持工件穩(wěn)定性很重要。機(jī)加時(shí),隨著工件壁厚的減少,其剛性也會(huì)降低。機(jī)加應(yīng)力累計(jì)增大并持續(xù)釋放,會(huì)導(dǎo)致工件變形增大。以上兩個(gè)因素均會(huì)導(dǎo)致切削震顫,從而使得工件加工精度降低,因此需分別采取有效措施克服這兩個(gè)加工弊端。 對(duì)于工件剛度降低的問(wèn)題,采用以工件還未加工的部分支撐正在加工的部分,從而提高工件剛度的方法克服。 對(duì)于機(jī)加應(yīng)力增大導(dǎo)致工件變形的問(wèn)題,采用數(shù)控分層高速切削的方法,最大限度減小切削應(yīng)力。即粗鏜內(nèi)壁時(shí)利用數(shù)控編程分層切削,進(jìn)刀為高速、大徑向切削深度及小軸向進(jìn)給的方式。 (3)主孔滾壓①微松夾緊壓板。為釋放粗加工應(yīng)力、減小夾緊力對(duì)缸筒產(chǎn)生的變形,在精加工前,先將缸筒兩端的夾緊壓板緊固螺釘稍微松開(kāi)。②精鏜主孔。用防震鏜刀加工主內(nèi)孔,一般切削速度170~200m/min,進(jìn)給量0.1mm/r左右,使內(nèi)孔加工到最終尺寸的下偏差。③滾壓主孔。滾壓時(shí)一般切削速度35~70m/min,進(jìn)給量0.5~1.5mm/r。第一次滾壓時(shí)過(guò)盈量適量加大,達(dá)到0.02mm,以后再分多次滾壓,過(guò)盈量不超過(guò)0.005mm,直到達(dá)到要求公差和表面粗糙度為止。(4)大旁孔鉆底引導(dǎo)孔鉆頭制出底引導(dǎo)孔。(5)大旁孔銑引導(dǎo)孔銑刀制出引導(dǎo)孔,為后續(xù)鉆孔工步進(jìn)行定位。(6)大旁孔鉆底孔鉆頭制出底孔。(7)大旁孔精鏜精鏜大旁孔至其尺寸的下偏差。(8)大旁孔階梯成形鉸刀鉸孔加工中心主軸裝夾階梯成形鉸刀,以精鏜成的大旁孔定位,鉸削成大旁孔下的小孔。典型階梯成形鉸刀結(jié)構(gòu)如圖6所示。
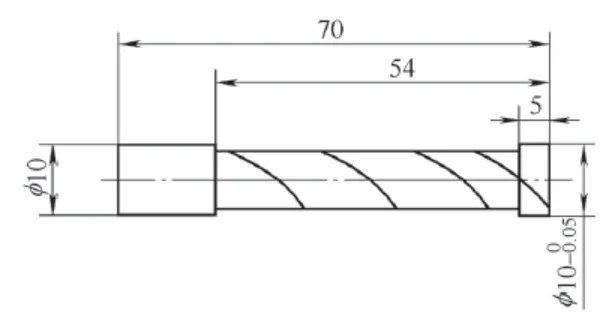
圖 6 典型階梯成形鉸刀 (9)大旁孔滾壓滾壓成大旁孔,方法同滾壓主孔。(10)小旁孔鉆削 鉆頭制出底孔。由于內(nèi)孔為細(xì)長(zhǎng)臺(tái)階孔,在加工時(shí)注意保持排屑順暢,以免劃傷孔壁,導(dǎo)致鉸孔時(shí)無(wú)法保證表面粗糙度。(11)小旁孔精鉸用鉸刀精鉸細(xì)長(zhǎng)孔,切削速度6~9m/min,進(jìn)給量0.25mm/r,這樣能夠較好地保證細(xì)長(zhǎng)孔的公差和表面粗糙度。(12)小旁孔自制銑刀清根由于鉸刀前面有導(dǎo)向部分,從而使細(xì)長(zhǎng)孔底部處有3~5mm無(wú)法鉸到,需自制銑刀清孔的根部。自制銑刀時(shí),選用硬質(zhì)合金銑刀,先測(cè)量刀具外徑實(shí)際尺寸,再磨削刃部,只留5mm左右,之后將銑刀中間部分磨去一些,這樣自制完成的銑刀有利于切削液流入,進(jìn)行潤(rùn)滑、降溫和切屑排出,從而有效防止了孔壁劃傷,保證了零件的尺寸精度。典型自制銑刀結(jié)構(gòu)如圖7所示。
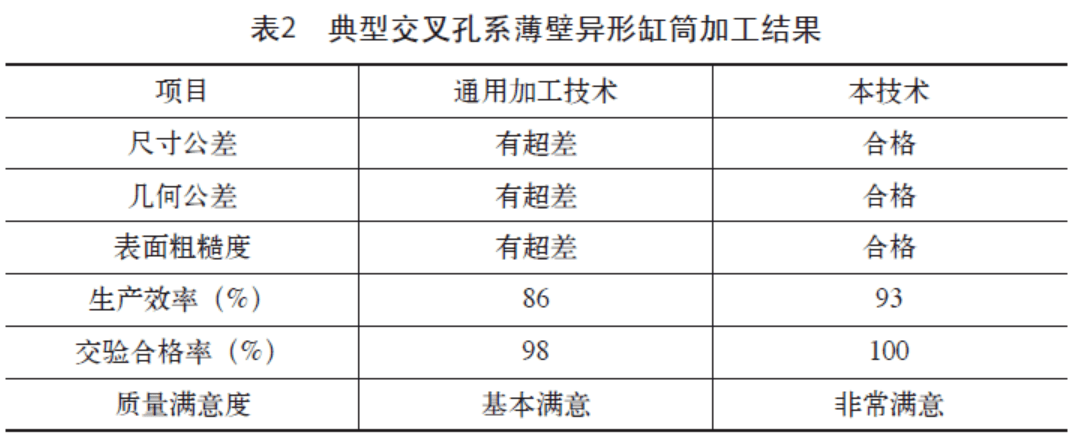
圖 7 典型自制銑刀 在加工過(guò)程中注意以下兩點(diǎn):一是鉆削底孔時(shí),鉆頭兩邊切削刃磨削長(zhǎng)度須平齊,以保證鉆出的孔同軸;二是對(duì)于精細(xì)長(zhǎng)孔,在加工時(shí)應(yīng)注意排屑以及保證表面粗糙度等問(wèn)題。 3 實(shí)施效果(1)加工結(jié)果對(duì)比 典型交叉孔系薄壁異形缸筒加工結(jié)果見(jiàn)表2。
(2)效果統(tǒng)計(jì)經(jīng)采用交叉孔系薄壁異形缸筒內(nèi)孔加工方法取得了以下效果:叉孔系薄壁異形缸筒內(nèi)孔系的同軸度≤0.03mm,垂直度≤0.015mm,圓柱度≤0.02mm。②交叉孔系薄壁異形缸筒內(nèi)孔系的表面粗糙度值Ra≥0.4μm。 4 結(jié) 語(yǔ) 通過(guò)對(duì)交叉孔系薄壁異形缸筒內(nèi)孔加工技術(shù)的探討,分析了通用加工技術(shù)的不足,解決了該類(lèi)結(jié)構(gòu)件難以加工的問(wèn)題,可得出以下結(jié)論。 1)契合裝夾高速分層切削滾壓成形工藝,可實(shí)現(xiàn)缸筒主孔的無(wú)變形穩(wěn)態(tài)加工,解決異形薄壁主孔加工易變形問(wèn)題。 2)分步加工復(fù)合刀具成形工藝,可實(shí)現(xiàn)同一定位、一次裝夾及一次加工條件下的臺(tái)階孔加工,解決臺(tái)階兼交叉孔加工幾何公差難保證問(wèn)題。 3)自制刀具清根工藝,可實(shí)現(xiàn)臺(tái)階孔相接處無(wú)退刀及排屑結(jié)構(gòu)條件下的加工,解決臺(tái)階半盲孔加工難清根問(wèn)題。 在以上措施的綜合作用下,實(shí)現(xiàn)了交叉孔系薄壁異形機(jī)械構(gòu)件內(nèi)孔的有效加工。 |